-

山东天力重工集团有限公司
主营:单梁起重机,悬臂吊,门式起重机,桥式起重机,行吊,龙门吊 - 13515487891

山东天力重工集团有限公司
主营:单梁起重机,悬臂吊,门式起重机,桥式起重机,行吊,龙门吊 14
14
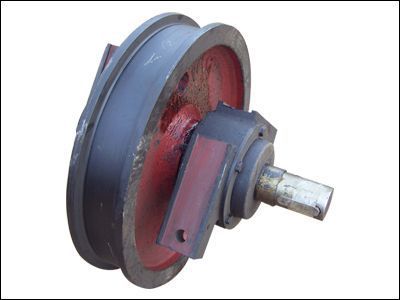
车轮与轴、轴承和轴承箱等组成车轮组。车轮是用来支承起重机和载荷,并在轨道上使起重机往复行驶运行的装置。车轮主要损伤的形式是磨损、硬化层压碎和点蚀。车轮的材料一般采用ZG430-640铸钢。为了提高车轮表面的耐磨强度和寿命,踏面应进行表面热处理,要求表面硬度为HB300-350,淬火深度不少于20mm. 起重机运行机构车轮的水平偏斜值是起重机重要的技术参数,偏斜值**差会造成啃轨,增大运行阻力,产生振动和噪音,加剧轨道和车轮磨损,大大降低起重机使用寿命,所以各类起重机制造技术条件都要对车轮水平偏斜规定允许的数值。 应用中控制运行机构车轮水平偏斜值主要是根据不同的产品结构采取相应的技术措施。比较常用、工艺措施也相对简单的设计结构是:将车轮装配到支架上组成车轮组,例如角型轴承箱车轮组和台车式45°剖分轴承箱车轮组,在起重机主结构上,安装调整车轮水平偏斜合适后固定。 起重机车轮维修 (1)车轮踏面磨损,车轮踏面磨损量**过原厚度的15%时应更换新件,没**过此值,可重新车制、热处理修复。车轮直径应在公差范围内,表面淬火硬度HB300~500,对车轮直径大于Φ400mm的淬火层厚度应大于20mm;小于Φ400mm时,淬火层厚不应小于15mm。 (2)两个相互匹配车轮的直径偏差,主动车轮直径偏差不应**过名义直径的0.1%,从动车轮则不应**过0.2%,电动葫芦车轮直径偏差不应**过名义直径的1%,从动车轮不应**过0.2%;电动葫芦车轮直径偏差不应**过名义直径的1% (3)轮缘磨损与折断,变形:轮缘磨损量达原厚的50%或折断面积**过30mm2应报废,轮缘厚度弯曲变形达原厚度20%应报废。 (4)车轮裂纹:车轮发现裂纹则应报废 (5)踏面椭圆度:车轮踏面椭圆度达1mm应报废 (6)车轮组装配:安装好的车轮组件,应能手转动灵活,安装在同一平衡架上的几个车轮就在同一垂直平面内,允许偏差为1mm 6起重机车轮轴与轴承维修 (1)轴颈的检修:轴颈在大修后的椭圆度、圆锥度不应大于0.03mm (2)裂纹的检修:用磁力或超声波探伤器检查轴,轴上不得有裂纹,划伤深度不得**过0.03mm (3)滚动轴承的检修:圆锥滚子轴承内外圈之间允许有0.03~0.18mm范围内的轴向间隙。轴承压盖调整间隙应在0.5~1.5mm的范围之内。